



泉橋酒造 神奈川県海老名市
小田急線「新宿」駅から急行で48分で到着する「海老名」駅。
そこから車で5分。
そんな、都内への通勤圏内の場所に、酒蔵さんがあることをご存知でしょうか。
季節のお酒「とんぼラベル」や、

出典:泉橋酒造株式会社HP
冬は可愛らしい「雪だるま」ラベルでもお馴染みの、

出典:泉橋酒造株式会社HP
泉橋酒造さんを訪問しました!!

-----
泉橋酒造さんは、酒造りのお米は近隣の海老名市、
座間市、相模原市でとれたものを使用、しかも一部は泉橋酒造さん自らが栽培しています。

蔵の裏手にある自社栽培の田んぼ。今は冬で稲作は行われていません。
「栽培醸造蔵」と自らを名乗り、酒米作りからお酒の醸造まで責任を持って行っている酒蔵さんです。
お酒の原料はお米。
せっかくお酒を作るのなら、地元の大地の恵みを受けて育った信頼できる米を使いたい、そう考える
蔵元・橋場友一さん(6代目)がこの約15年の間に方針を固めてこだわり抜いてこられました。
そして現在、造られているお酒は純米酒のみ。
-----
さて、そんな泉橋酒造さんの蔵の中を、副杜氏の寺田さんにご案内いただきます。
まず蔵の中に入って目に入るのがお米の袋の山、山、山。
これらは、前述の通り、近隣の農家さんもしくは泉橋さん自らが栽培したお米ばかりです。

一袋ごとに、生産者の方のお名前が入っています。
こちらの海老名産山田錦は、神森さんという方が作られたようです。
お酒造りの行程も手作りにこだわっておられます。
お酒を蒸す前に、洗米といって、お米を洗う作業では麹米はこちらの竹で出来たざるで洗うそう。

こちら、千葉県成田で作られたざるで、しなりが良く使いやすいのだそうです。
-----
麹室へ入れていただきます。

部屋の真ん中に、でーんとお布団に包まれて誰かが眠っているよう・・・

説明してくださる寺田さん。イケメンです!
これは、蒸したお米に麹菌をふりかけた後、しっかりと麹菌がお米に浸透するようにと、お布団にくるんで寝かす作業。
酒蔵さんの麹室ではよく見られる光景なのですが。。
暖かい麹室の中で、このふかふかのお布団で眠っているようなこの姿って、、何度見ても「ふ・・かわいい・・・」と
ほくそ笑んでしまうのは私だけでしょうか。
-----
更に一日たったこのお米(麹米)は、小さな箱に区分けされて乾燥させます。
蓋麹で、こちらも手間ひまかかる丁寧な手作業です。

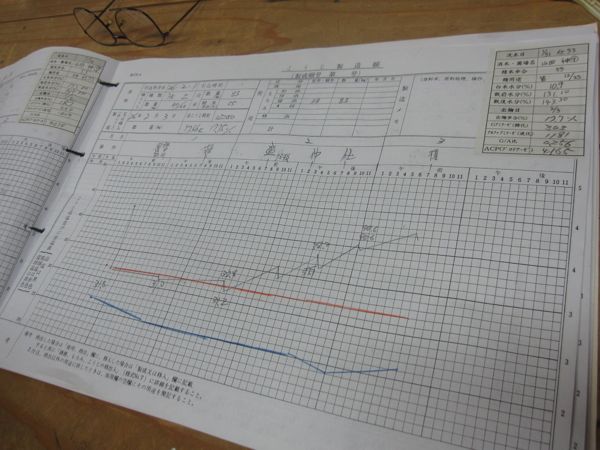
麹の状況も、細かく毎日の温度状況などの記録が手でとられています。
いわゆる経験者の勘、ではなく、2年程前から水分や酵素の値も数値に落として分析をしながら
造りを進めてているのだそうです。
とにかく、丁寧に愛情を持って良いお酒を造ろうという
蔵人さん達の想いが伝わってきます。
-----
こちらは、ただ今22日目という生酛(きもと)の仕込みタンク。
どっしりとした味わいが特徴の生酛ですが、仕込みの泡立ちの時点でもなんだか
とろりとしていそうな印象。


少量すくって、飲ませていただきました。
ふむ。。大人のヨールグルトのような、舌にぴりりっとくる酸が特徴的ですがお米らしい旨味も
感じられます。ごちそうさまです!

-----
一通りの酒蔵内部を見学させていただいた後、6代目蔵元・橋場友一さんよりお話を伺いました。
(お話に聞き入りすぎて、写真を撮りそびれてしまいました。。)
橋場さんが自社での純米造りや地域のお米を使用することにシフトし始めたのは、1995年。
これは、橋場さんご自身が別の環境でのお仕事を辞めて、実家の蔵元に戻った年なのだそうです。
何故その方針にされたのですかと伺ったところ、意外な回答が。
「今思うと、『夏子の酒』の影響だったのかなぁと(笑)」
とのこと!
確かに『夏子の酒』も、自分で龍錦というお米を耕して
お酒を造るというお話(ものすごく端折ってますが・・・)。
ちなみに、『夏子の酒』って何?という方は
こちら(↓)をどうぞ♪
http://ja.wikipedia.org/wiki/夏子の酒
『夏子の酒』を地でいく橋場さんはその後、
1997年より地元の農家との米作りを進められ、
1999年に地元の山田錦でのお酒造りに突入。
2000年より「酒造りは米作りから」をモットーに
積極的に純米酒のみの酒造りを行っています。

地元の方々と共に行う「田植え会」も今年で18年目。 出典:泉橋酒造株式会社HP
お米が原料の日本酒。
日本酒造りには、その土地の良いお水が欠かせないと言います。
なのに、なぜ、お米は地元のお米を使わないのか?
というシンプルな問い。
そしてお米の素晴らしさをそのままお酒として絞り出す純米造り。
いつかこういった考えが"当たり前"になって欲しいと
橋場さんはキラキラした笑顔でおっしゃっていました。
-----
もちろん、酢飯屋で入荷しないはずがありません。
写真は、絞りたてのとんぼラベルの新酒です。

-----
[今回訪問した蔵元]
泉橋酒造株式会社
〒243-0435 神奈川県海老名市下今泉5−5−1
TEL.046-231-1338 FAX.046-233-1452
http://izumibashi.com
訪問日:2014年2月6日
1857年創業
【代表銘柄】いづみ橋、とんぼラベル、山田十郎
【製造石数】900石
【代表者】橋場友一(6代目)
【主な醸造法】自社精米、麹ふた製麹法、袋しぼり、全量純米醸造、活性炭素不使用
【仕込み水】丹沢山系伏流水(硬水)を使用
【酒米仕入先】さがみ酒米研究会、自社栽培、その他
【平均精白歩合】約63%(平成26年度実績)
【純米酒比率】100%
『酒造りは米作りから』 の信念のもと、
全国でも珍しい栽培醸造蔵として
神奈川県海老名市をはじめ近隣地区での酒米作りに自ら取り組まれていらっしゃいます。
栽培醸造蔵とは農業から醸造まで責任を持って行う酒蔵のことです。
いづみ橋酒造さんでは、地元の酒米生産者さん、JA、農業技術センターの皆様のお力をお借りして
『さがみ酒米研究会』という酒米栽培会を組織しています。
主な栽培品種は『山田錦』
酒米の栽培地域は相模川左岸流域の『海老名市』、『座間市』、『相模原市』で約40ha余りの
自社栽培、と契約栽培を行っています。
会員農家さんは全て県認定のエコファーマーで
環境に配慮した農業を行っているそうです。
(平成27年現在)栽培品種は 山田錦、楽風舞、亀の尾、雄町、神力など
いづみ橋酒造さんの酒米は
高級品種の山田錦を大切に育てて純米酒を醸造されています。
神奈川県産の山田錦の生産量は日本全国の33府県中17番目。(平成26年現在)
関東地方でよく見られる赤トンボは
田んぼで生まれ育つ『田んぼの生物』です。
夏場の田んぼでヤゴが育ちます。
米の栽培時の農薬の使用量を減らすことで
赤トンボの数も増えていきます。
安心できる原料米を使用しての醸造、
秋の空に沢山の赤トンボが飛び交う町を作りたいと
いずみ橋さんでは赤トンボをシンボルマークとしています。
いずみ橋酒造さんの位置する海老名耕地は
豊かな相模川が創りだした沖積平野部に広がる
1,000年以上昔から県内随一の穀倉地域だそうです。

生酛仕込 黒とんぼ 純米酒
原材料 米(国産)米麹(国産米)
精米歩合 65%
アルコール分 16度
日本酒度 +13
酸度 2.1
この生酛造りは、伝統的な手造りの良さが生きた
『温故知新』のお酒。
複雑で爽やかな味わいの純米酒です。
お燗酒にも向いています。
酢飯屋のグランドメニューに入れさせていただいておりますので
常時ご用意ございます。

夏ヤゴシリーズ

夏ヤゴ 純米生原酒
原材料 米(国産)・米麹(国産米)
アルコール分 18度
使用米 海老名産山田錦
精米歩合 65%
日本酒度 +9
酸度 1.9

夏ヤゴ 山廃・純米生原酒 「軽快、爽快、生原酒」
原材料 米(国産)・米麹(国産米)
アルコール分 18度
使用米 自社田・自社栽培 雄町
精米歩合 65%
日本酒度 +8
酸度 2.0

『赤トンボ』の子どもの『ヤゴ』は夏場の田んぼで育ちます。
夏のヤゴが健康的にすくすくと育つことができる環境作りが
よい酒米の栽培土壌となります。
そんな良い環境で育てられた酒米を収穫、醸造されています。
夏の田んぼからのメッセージ〜ヤゴは約13回の脱皮を繰り返し、羽化します〜
夏ヤゴ13(THIRTEEN) 生もと・純米酒
原材料 米(国産)・米麹(国産米)
使用米 海老名産山田錦
精米歩合 70%
アルコール分 13度
日本酒度 +5
酸度 1.7

夏ヤゴ
MOMO 13 THIRTEEN
純米酒 生酛仕込
【原材料名】米(国産)、米麹(国産米)
【使用米】池上氏栽培米100% 神奈川県座間市産 神力
【精米歩合】60%
【アルコール分】13度

とんぼ印シリーズ

秋とんぼ 山廃・自社田米
原材料 米(国産)米麹(国産米)
精米歩合 65%
アルコール分 16度
使用米 自社田栽培米
日本酒度 +7
酸度 1.9
かつてこの国を秋津島・稲穂の国と表現していました。
秋津とは、赤とんぼのこと。
初夏にヤゴから羽化したとんぼは
秋に番(つがい)となり田園に可愛い卵を産み生命を繋ぎます。
そんな田で自社え育てた酒米を醸した純米酒がひと夏超えて美味しくなった
秋とんぼ(ひやおろし)実りの秋に相応しいお酒です。
お燗がおすすめです。

秋とんぼ 山廃・山田錦
原材料 米(国産)米麹(国産米)
精米歩合 80%
アルコール分 16度
使用米 海老名産山田錦100%
日本酒度 +12
酸度 2.0
お米作りから始めた純米酒がひと夏越えて美味しくなった
食欲の秋に相応しい奥深い味わいです。

桃色黒とんぼ 生もと純米酒
原材料 米(国産)米麹(国産米)
精米歩合 70%
アルコール分 16度
使用米 神奈川県座間市 池上氏栽培米
日本酒度 +7
酸度 1.6
栽培醸造蔵であるいづみ橋と地元農家さんが一体となって醸す
辛口生酛純米酒です。
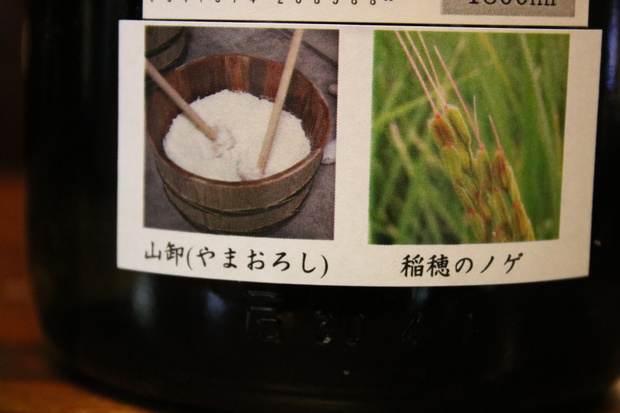
使用米の特徴であるノゲの『桃色』と
いづみ橋の生酛造りの象徴『黒とんぼ』から命名されたお酒。
お燗でより旨味が広がります。

海からのメッセージ 海中熟成酒
海中熟成期間 2014/11/28〜2015/6/10
静岡県賀茂郡南伊豆町中木沖にて
透明度が高く水温の変化も少ないのでたくさんの海の生き物たちが集い、
ボトルには様々な自然の模様が付着しています。
水深20mの海底では、潮のゆらぎに加え、
海底を転がる石の振動によっても熟成がすすみ、
陸の上とはまた異なる味わいに仕上がっています。
二重構造のキャップで、ボトルに海水が入らないようにしてあります。


蔵内熟成純米酒
原材料 米(国産)米麹(国産米)
精米歩合 80%
使用米 海老名産山田錦100%
アルコール分 16度
海中熟成酒と同じお酒を同じ期間、
いづみ橋さんの蔵の中で熟成させたもの。
全く味が異なるから面白い。
人間も育った環境で全く違う人間になる。
お酒も環境でこれだけ変わる。
味わいは無限ですね。

いづみ橋 純米酒「樽酒」
ほのかに杉の香りがする樽酒は、
お祝いの席などの特別な時に飲める、ちょっと特別なお酒です。
10月1日の「日本酒の日」に皆さんに
乾杯していただくためにと送ってくださいました。
原材料 米(国産)米麹(国産米)
海老名産・山田錦使用
アルコール分 16度
精米歩合 70%
日本酒で乾杯しましょ。
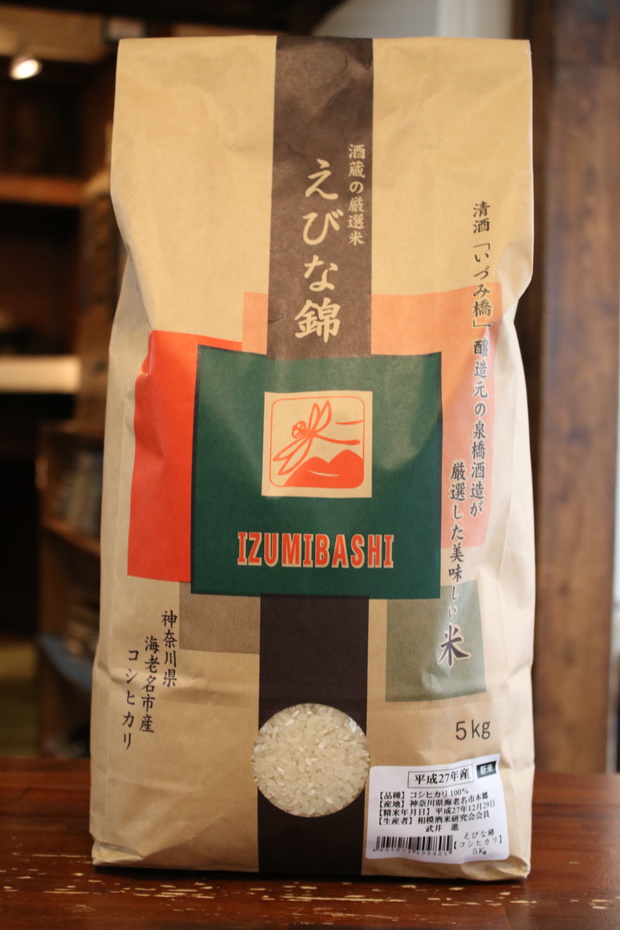
泉橋さんの厳選米『えびな錦』(神奈川県 海老名市 本郷産 コシヒカリ)
生産者さんは、相模酒米研究会会員の武井進さん
海老名耕地は豊かな相模川の流れが創りだした沖積平野部に広がる
古来から県内随一の穀倉地域です。
その始まりは定かではないようですが、
大化の改新(645年)の前に
大昔の人々が大きな苦労をして拓いたものだと云われています。
奈良時代には聖武天皇の詔勅(741年)により、
国分寺の僧寺・尼寺が建立され、経済・文化の中心として栄えました。
いずみ橋さんは、
この海老名耕地の自然の恵みを
これからも美味しいお米とお酒で表現していきたいと考えておられます。
地元の酒米生産者さん・JA・農業技術センターの方々と協力して
『相模酒米研究会』という組織を結成し、
お米に詳しい造り酒屋ならではの考えのもと
こだわりの厳選米『えびな錦』を生産されています。
関東地方でよく見られる赤トンボは、
田んぼで生まれ育っています。
米の栽培時の農薬使用量が多いと、害虫だけでなく
赤トンボも減ってしまいます。
秋の空にたくさんの赤トンボが飛び交うまちづくりに取り組みたいという
素晴らしい想いから
赤トンボを健康的な米栽培のシンボルマークにされています。

純米酒
いづみ橋 雫ラベル しぼりたて
【原材料名】米(国産)・米麹(国産米)
【使用米】山田錦 100%
【アルコール分】18度
【精米歩合】60% 扁平精米
冬の寒い時期に相応しく、
しぼりたてならではのフレッシュな味わいが
心地よくたのしめます。
槽口(ふなくち)からしたたるお酒をイメージしたラベルになってます。

しぼりたて生原酒 純米酒
【原材料名】米(国産)・米麹(国産米)
【精米歩合】60%(扁平精米)
【アルコール度数】18度
爽やかさ溢れる新酒。
ロックで飲んでも負けない力強いお酒です。

~槽場直詰め 無濾過生原酒〜
いづみ橋 とんぼラベル1号
NO197/200本中
【原材料名】米(国産)、米麹(国産米)
【使用米】神奈川県産山田錦100%
【精米歩合】58%
【アルコール度数】18度
【日本酒度】+8
【上槽日】2016.01.09
【製造年月】2016.01

純米酒 SAKE
瑞穂の国 日本の酒米
有機米使用 有機農産物加工酒類
いづみ橋 玉栄(たまざかえ)
【使用米】玉栄100%
【精米歩合】60%
【アルコール度数】16度
【日本酒度】+3
【酸度】1.8
【製造年月】2016.01
【蔵出年月】2016.04
※製造年月は瓶詰めした日付で蔵出年月とは異なります。
瓶詰から蔵出までは適正に管理されています。
使用米の玉栄(たまざかえ)は、
滋賀県産の有機栽培米です。
化学肥料、農薬不使用。
全量を有機質肥料のみにより栽培されています。

生酛造り 純米酒 望地河原(もうちがわら)
【原材料名】米(国産)、米麹(国産米)
【使用米】相模原市望地河原産山田錦100%(自社栽培米)
【精米歩合】70%
【アルコール度数】16度
【日本酒度】+7
【酸度】1.7
相模川の上流に位置する『望地河原(もうちがわら)』の開田が始まったのは、
1946年。今でも蛍が舞い、多くの生き物が生息する自然豊かな圃場で
2012年から、地元の方々のご協力のもと、自社栽培をしておられます。
ラベルには圃場に舞う蛍のデザイン。

純米酒 山田錦 赤恵 生酒
~槽場直詰め 無濾過生原酒〜
いづみ橋 とんぼラベル10号
NO004/200本中
【原材料名】米(国産)、米麹(国産米)
【使用米】神奈川県産山田錦100%
【精米歩合】65%
【アルコール度数】19度
【日本酒度】+11
日本酒は、田んぼから生まれる農業副産物と考える泉橋酒造さん。
200本限定というこのシリアルナンバー入りのお酒。
No.004 GETしました。一桁台は初めてです。
変に嬉しいですね!

いづみ橋 愛山
【原材料名】米(国産)、米麹(国産米)
【精米歩合】65% 扁平精米
【使用米】兵庫県産愛山100%
【アルコール度数】16度
【日本酒度】+7
【酸度】1.5
お酒本来の味わいを大切にするため、活性炭を使う濾過をしていないため
澱が沈殿することがありますが、
品質には問題ございません。

とんぼ純米吟醸
うすにごり酒
原材料名 米(国産)・米こうじ(国産米)
精米歩合 50%
アルコール分 15度
神奈川県産山田錦100%使用

生酛仕込 純米大吟醸 雄町
純米大吟醸 いづみ橋 とんぼラベル
【原材料名】米(国産)・米麹(国産米)
【精米歩合】48%扁平精米
【アルコール分】16度
【使用米】神奈川県海老名産 雄町 100%
自社の田んぼで社員さんが栽培したお米を扁平精米法でゆっくりと磨き、
生酛仕込みで丁寧にじっくりと醸した、
上品かつさわやかな味わいです。

生酛 純米大吟醸 楽風舞
純米大吟醸 いづみ橋 とんぼラベル
【原材料名】米(国産)・米麹(国産米)
【精米歩合】35%
【アルコール分】16度
【使用米】海老名産 楽風舞 100%
海老名市で栽培している新・酒造好適米『楽風舞(らくふうまい)』を
35%まで磨き、生酛仕込みで丁寧にじっくり醸された
すっきりした上品な味わいです。

仕込壱号 新酒できました
【純米吟醸酒】 生酒
とんぼの越冬卵と雪だるまラベル
〜しぼりたて 楽風舞〜
【原材料名】米(国産)、米麹(国産米)
【アルコール分】16度
【精米歩合】55%
【使用米】神奈川県産 楽風舞 100%
赤トンボが秋の田園に可愛い卵を産み落とし、生命を次へと繋ぐ。
その卵は春を待ち焦がれ、厳しい冬を田園の中で越しています。
そんな冬物語がラベルに表現されています。

純米酒仕込 純情いちご
原材料 純米酒、苺、氷砂糖、レモン
アルコール 11度
海老名市の名産完熟いちごを純米酒に漬け込んで作られたもの。
純米酒 × 情熱の完熟いちご

丸大豆 醤油
酒蔵の厳選素材
神奈川県産 津久井在来(つくいざいらい)大豆100%使用
神奈川県産小麦使用
名称 こいくちしょうゆ(本醸造)
原材料名 大豆(遺伝子組換えでない)、小麦、食塩
地元で農業から日本酒造りを行う泉橋酒造さんでは、
酒米と同じように、地元で大豆や小麦の契約栽培をしています。
その大豆は、今では希少価値の高い在来種。
昔から農家さんの手で大切に守られ続けてきた『津久井在来大豆』です。
その大豆と小麦を
愛媛県大洲市の梶田商店さんに託し、
木樽で1年7ヶ月もの間ゆっくりと熟成させた
とても贅沢なお醤油です。
塩分濃度は、旨味とのバランスを重視した17%程度。

相模の地酒 純米酒の新酒粕
原材料名 米(国産)
米こうじ(国産米)
泉橋酒造株式会社
神奈川県海老名市下今泉5-5-1
ホームページ http://www.izumibashi.com
電話 046-231-1338
2016年7月7日にOPENしたいずみ橋さんのお店
『蔵元佳肴-くらもとかこう- いづみ橋』
神奈川県海老名市扇町12-33フィールズ三幸
046-240-9703